电梯导轨作为轿厢垂直运行的导向载体,整套系统由多段型材首尾拼接组装而成。各分段构件之间的尺寸偏差累积之后,会改变导轨整体导向轨迹,影响轿厢运行平稳状态。普通热轧型材未经塑形处理,截面参数起伏区间较大,同批次不同型材外形难以保持统一,拼接位置容易出现高低错位、侧边不齐等情况,加大现场安装调试难度。电梯导轨部件专用冷拉钢依托常温拉拔成型工艺,借助定型模具约束金属形变范围,收窄型材各项参数浮动区间,满足导轨分段组装的配套条件。
闭环模具约束截面成型,统一型材截面基础参数。冷拉加工阶段,钢材在外力牵引下匀速通过固定规格模具,截面各边轮廓同步受到限制,型材宽度、厚度、侧边角度保持在较小浮动区间。对比热轧原料,截面各处形变得到均衡管控,减少单边尺寸偏大或者偏小的现象。大批量产出的型材之间参数差距缩小,分段导轨拼接时,对接位置过渡平缓,降低错位带来的运行干扰。
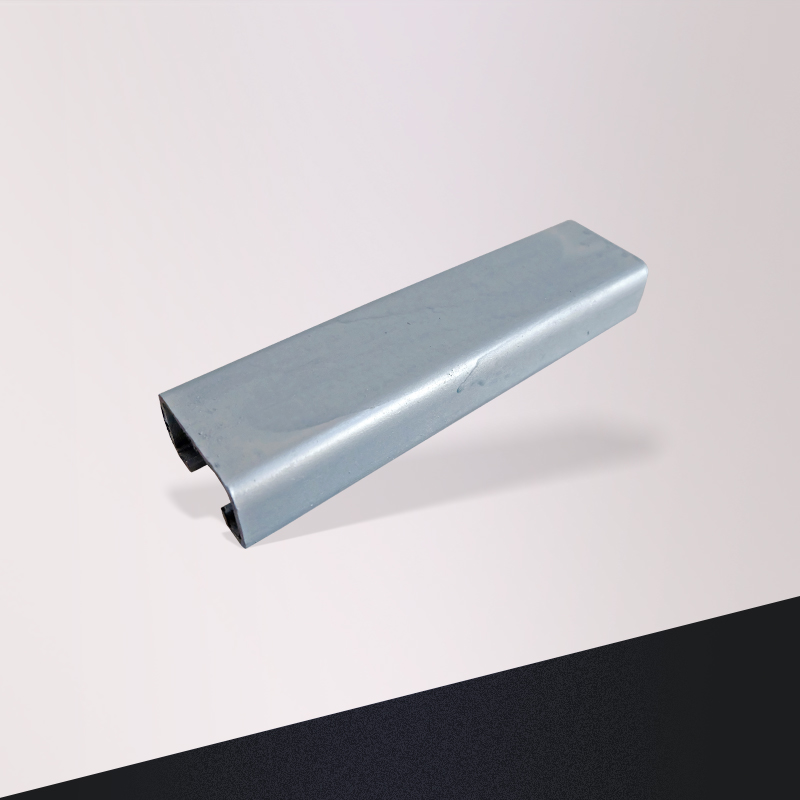
拉拔过程有序释放表层应力,减少后期尺寸异变。金属原料内部存在轧制留存的残余应力,如果未经妥善处理,经过裁切、钻孔加工后容易出现轻微形变,改变原有外形尺寸。电梯导轨部件冷拉钢在持续拉伸塑形过程中,表层组织重新排布,应力分布趋于均衡。型材完成生产后,在常温存放、常规机械加工阶段,外形不易出现自发变化,出厂既定尺寸能够长期维持,保障装配环节参数匹配。
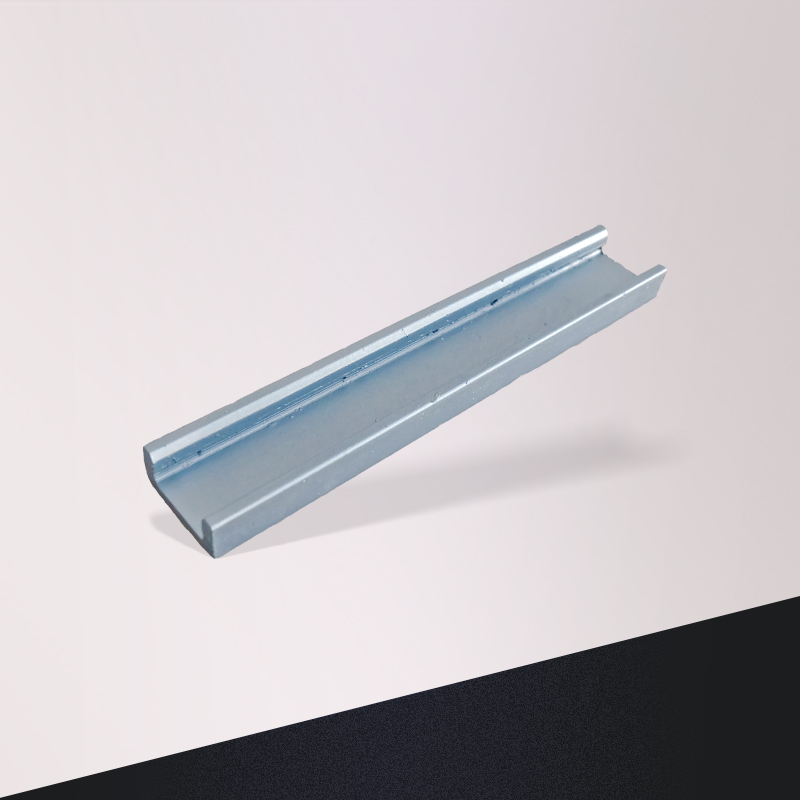
规整型材侧边平面,适配导轨贴合组装工况。导轨安装时侧边需要与支撑构件紧密贴合,型材侧边凹凸不平、倾斜偏差过大,会造成单点受力。经过冷拉成型的钢材外表面平整连贯,侧边直线度良好,多段型材拼接后导向面可以形成连续轨道。轿厢导靴沿着轨道持续滑动时,受力分布均匀,弱化局部摩擦加剧的情况,适配电梯长期往复运行工况。
适配自动化部件加工生产线。导轨构件大多需要开展端面加工、定位孔加工等工序,原料尺寸波动过大,会频繁调整机床加工原点,拉长调试时长。电梯导轨部件冷拉钢单批次型材参数趋同,设备调试完成后可以持续开展裁切与机加工,减少参数修正频次。即便不同批次型材交替投产,尺寸区间也能够维持稳定,便于构件标准化批量生产。
城市楼宇电梯保有量持续增长,导轨相关构件标准化生产需求不断提升,拼接装配的管控标准持续收紧。尺寸浮动范围偏大的原材料,难以适配规模化电梯部件制造节奏。电梯导轨部件冷拉钢依托冷形变成型优势,稳定型材截面参数,缩小单根与批次之间的尺寸差异,持续适配导轨组件加工、现场成套安装的各项使用条件。

 服务热线:
服务热线:
 微信号:
微信号:



 中文
中文 英文
英文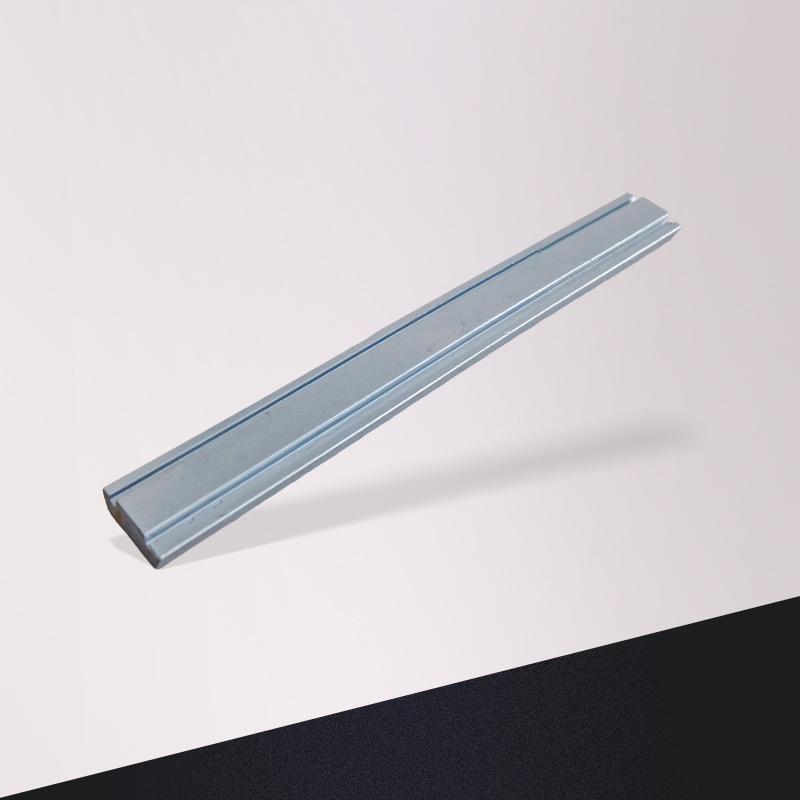






 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询